
Toute personne travaillant en relation avec des poudres sera tôt ou tard confronté à l’expression «Distribution de tailles de particules» (ou «particle size distribution» du PSD). Cela est particulièrement vrai pour les poudres de métaux précieux tels que la poudre de platine. Vous trouverez ci-dessous des explications sur les raisons pour lesquelles vous, utilisateur de poudre, devez comprendre, ce qu´est la PSD et pourquoi la poudre est classifiée.
Pourquoi une distribution de tailles de particules?
Pour la plupart des applications, que ce soit dans la fabrication additive ou le moulage par injection de poudre de métal, la connaissance approfondie de la distribution de tailles de particules n’est pas nécessaire. En règle générale, la taille de particule la plus grande ou la plus petite présente un intérêt. Si la poudre doit être acheminée à travers un tube de 125 µm de diamètre, bien entendu, aucune particule de 125 µm de diamètre ne peut être contenue dans la poudre.
Par ailleurs, la „coulabilité“ de la poudre est souvent décisive. Malheureusement, il n’existe actuellement aucune méthode de mesure de la coulabilité qui est À la fois fiable et universelle. On utilise souvent la PSD en supposant que la coulabilité sera suffisante si seule la PSD est spécifié de manière suffisamment détaillée.
De plus, La PSD de la poudre „as atomized“ influence également les propriétés de la poudre prête à l’emploi, même après classification.
Comme toutes les applications, le prix de la poudre a une grande importance. Celui-ci est indirectement réalisé par le rendement déterminé par la PSD de la poudre.
Qu’est-ce
qu’une Distribution de tailles de particules PSD?
La PSD indique quelles tailles de particules sont représentées par quelle proportion dans l’ensemble de la poudre. Généralement, la proportion poids / masse est donnée, mais on peut aussi simplement compter les particules – sans prendre en compte leur poids, il existe alors une distribution dite en nombre.
Un exemple pour illustrer
Dans le cas le plus simple, il suffit par exemple de tamiser successivement 1 kg de poudre métallique avec 3 tamis de mailles de 45, 63 et 125 µm. On obtient 350 g à 45 ?m, 150 g entre 45 ?m et 63 ?m, 340 g entre 63 ?m et 125 ?m et 160 g sur 125 ?m. C’est en principe la distribution de fréquence, qui indique quelle proportion de la poudre se situe entre une limite supérieure et une limite inférieure, ici 15% entre 45 µm et 63 µm. Si tous les poids sont ajoutés, la distribution cumulée en résulte. Dans l’exemple, 35% est inférieur à 45 µm, 50% inférieur à 63 µm et 84% inférieur à 125 µm. Les abréviations suivantes sont souvent utilisées pour parler de poudre: “ inférieur“ = „<“ = „-“ et “ supérieur “ = „>“ = „+“. Une poudre + 45 / -125 est donc supérieure à 45 µm et inférieure à 125 µm. Si cette procédure est effectuée avec beaucoup plus que 3 points d’interpolation (par exemple avec un appareil de mesure moderne), des courbes „lisses“ sont obtenues comme indiqué ici pour une poudre CuSn23
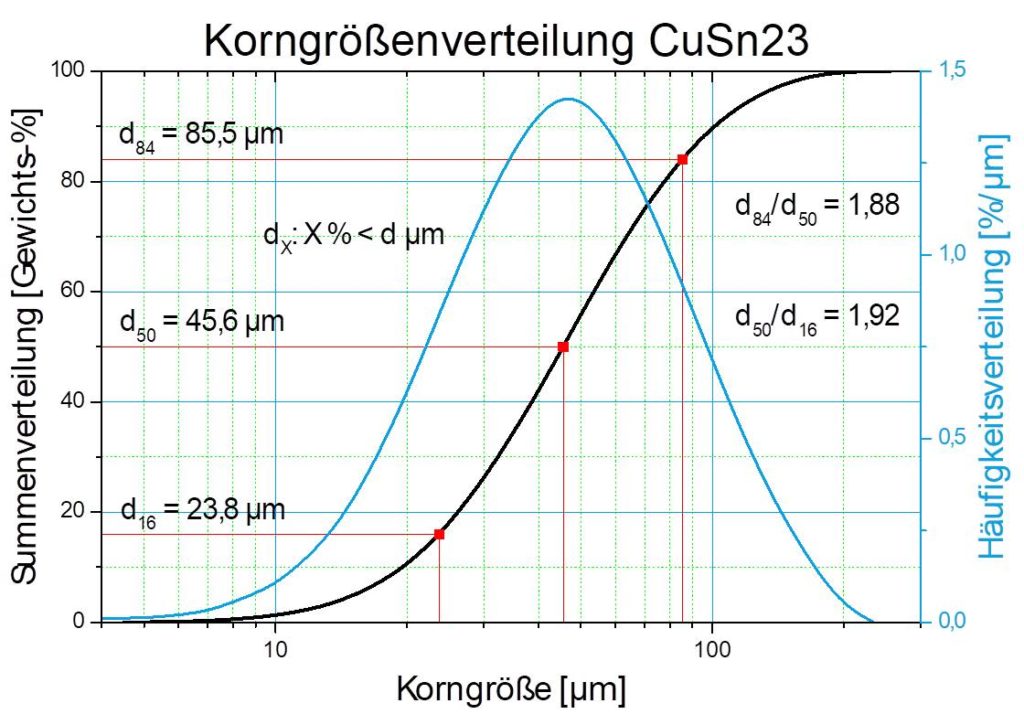
Une taille „dX“ indique le diamètre en dessous duquel X% le poids des particules se situent ou – dans le cas de la distribution de nombres – quel nombre de particules est inférieur à cette limite. La valeur d50 est définie en tant que taille moyenne des particules, car la moitié du poids total est attribuée aux particules plus petites que ce diamètre et l’autre moitié aux particules plus grosses. En utilisant un tamis de cette taille, la moitié de la poudre tomberait à travers le tamis, l’autre moitié y resterait. Donc d50 indique la valeur moyenne de la PGV où les poudres fines se distinguent des poudres grossières. d84, en revanche, est la valeur qui, dans le cas d’une distribution gaussienne, correspond exactement à un écart type de la moyenne. Le quotient d84 / d50 est donc une mesure de la largeur de la PSD.
Ces deux spécifications (ou deux autres valeurs telles que d10 et d90) décrivent complètement la PSD. Plus de valeurs ne sont pas nécessaires et, plus important encore, ne peuvent pas être strictement respectées. Un maximum de 2 valeurs peut être observé plus ou moins exactement (= spécifié), l’adhésion à d’autres valeurs caractéristiques est plus aléatoire.
Pourquoi les poudres sont-elles classifiées?
Le PSD ne décrit donc que la poudre, qu’il s’agisse d’une poudre provenant
directement du processus de fabrication ou utilisable. Il existe généralement
une différence significative entre les deux poudres: qu’il s’agisse de moulage
par injection de métal (MIM), où les particules ont une taille maximale (par
exemple 25 µm) ou que les particules doivent se situer dans une certaine plage
pour la fabrication additive (+ 10 / – 45 ?m). Le lien entre les deux
poudres est le processus dit de classification, dans lequel la poudre désirée
est „extraite“ de la poudre totale. Le traitement ultérieur détermine
ainsi si et, le cas échéant, comment classer la poudre brute.
Il existe deux méthodes principales disponibles: le tamisage mécanique et la classification à l´ air. De manière générale, la tamisage mécanique est choisi lorsque les particules doivent être supérieures à une plage de 30 à 40 µm. La classification à l´air est choisie si la limite est inférieure à la plage indiquée, de préférence même inférieure à 25 µm.
Dans le prochain article de blog „Poudre de métal précieux: effets de la distribution de tailles de particules sur la coulabilité et le prix“, nous approfondirons l’importance de la distribution (PSD) dans différentes applications.