Red gold is a special coloured alloy that still enjoys great popularity. The combination of gold (deep yellow), copper (bright red) along with a little silver content creates this unique warm reddish tone of red gold. Joining work with such coloured alloys, for example soldering a ring shank, implies that the solder must contain the same amount of gold, a colour matching between the solder and the base material and a low enough working temperature in order not to damage the base metal.
Red gold is not equal red gold: What does the colour depend on?
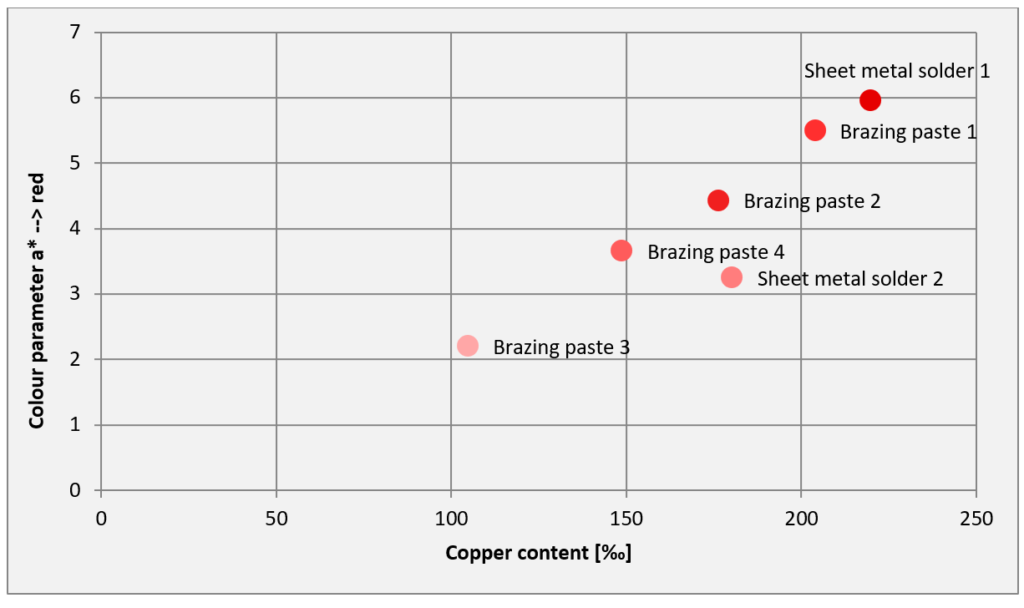
For brazing 18 carat red gold, it is mandatory to use a filler metal with a minimum gold content of 750‰ (18 carat). Copper is solely responsible for the red colour. Diagram 1 clearly demonstrates the relationship between copper content and colour using red solders from the C.HAFNER product range. With a specified gold content of 750 ‰, a maximum of 250 ‰ are available for alloying. It is known that the typical copper content of 18 carat red gold is 200 ‰. This amount of copper is necessary to produce the typical colour. The red tone of an alloy can be quantified by the colour parameter a*. This value is derived from the colour measurement in the L*a*b* colour space. For further explanation of this three-dimensional colour space I would like to refer to the german blog article „Die Farben der Edelmetalle – alles im Auge des Betrachters?“ by Mr. Andreas Achtstätter. Just one point: the larger the a* value, the more intense has got the red colour. It is easy to see from Diagram 1 that an intense red colour can only be achieved with high copper contents and that lower copper contents reduce the red tone.
Why is red gold particularly difficult to solder?
Unfortunately, copper has the characteristic that alloyed with gold in the given constellation, the melting range of a solder is also shifted to higher temperatures with increasing copper content. The melting range directly determines the working temperature of a solder. Diagram 2 shows the dependence of the working temperature on the copper content for the same solders.
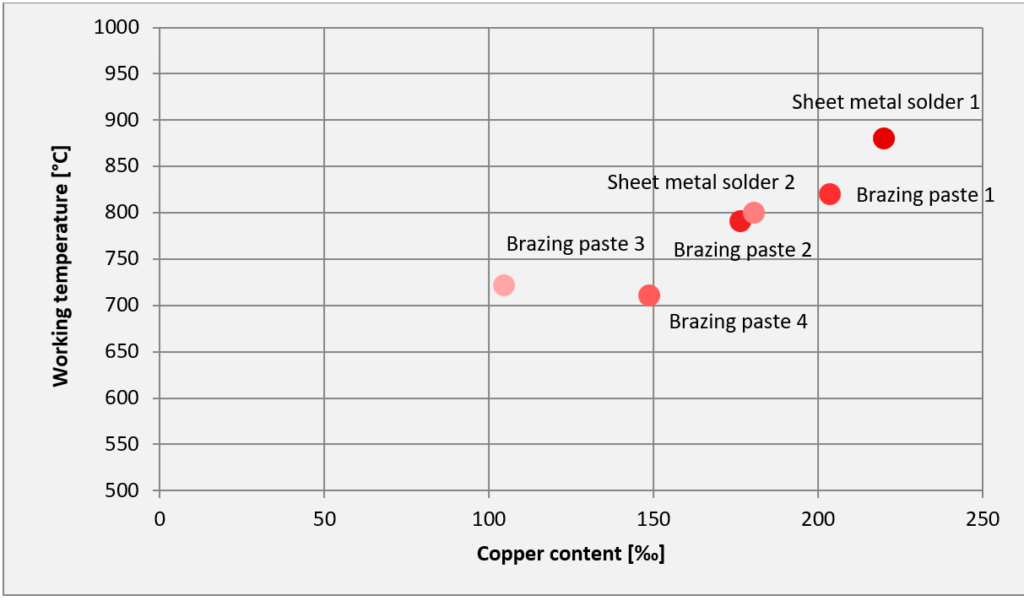
The diagram clearly shows that high copper contents require a high working temperature. A high copper content is therefore responsible for both a deep red colour and a high working temperature.
The situation with soldering is such that the solder must naturally melt first, while the base material should remain in a solid state and not be damaged. The distance between the working temperature and the solidus temperature of the base material should be at least 50 degrees Celsius. A larger temperature difference is recommended to reliably prevent overheating of the base material. 18 carat red gold melts at just below 900 °C. A look at Diagram 2 shows that it is quite tight to ensure the best possible soldering performance while preserving a sufficient colour.
The lower liquidus (end of the melting interval), which is usually close to the set working temperature of the solder, can only be achieved by further alloying additions. The scope for this is extremely limited. Very effective alloying metals for solders besides zinc are gallium or indium. Typical red gold solders are set up as follows:
| Working temperature [°C] | Copper | Silver | Zinc | Gallium | Indium |
| 710 | + | ++ | 0 | +++ | ++ |
| 790 | ++ | + | 0 | +++ | + |
| 820 | +++ | 0 | 0 | +++ | 0 |
| 880 | +++ | 0 | + | +++ | 0 |
The additional metals reduce the working temperature and usually widen the melting interval of the solder always bleaching the alloy at the same time. This means that solders with different working temperatures (harder and softer solders) can be made available for different types of soldering work. The disadvantage: the combination of a very large number of metals leads to complex alloy formation and the formability can be considerably reduced. As a result, the production of a brazing sheet or wire can no longer be sensibly carried out.
Solder pastes as an excellent addition to the standard solder portfolio
This conflict is solved by the production of solder pastes based on brazing powder. Indeed, in powder metallurgy there are no deformation restrictions. This ideally complements the standard portfolio of brazing alloys. Especially for red gold, brazing pastes are available which have a significantly lower working temperature compared to sheet metal solders. This allows soldering jobs with secondary and tertiary solders. More solutions exist for colour requirements. This gives the goldsmith more freedom for soldering jobs and increases the safety of soldering. On top of that, brazing pastes also offer an easy dispensing of the solder with the possibility to add directly a flux in the mix for torch use.